
Dean's Office
O’Connell Technology Center, Room 410
530-898-5963
ecc@csuchico.edu
Office Hours
8 a.m. – 5 p.m.
Monday – Friday
Mailing Address
College of ECC
400 W. First St.
Chico, CA 95929–0003
Archive Capstone Projects
Agrivoltaics
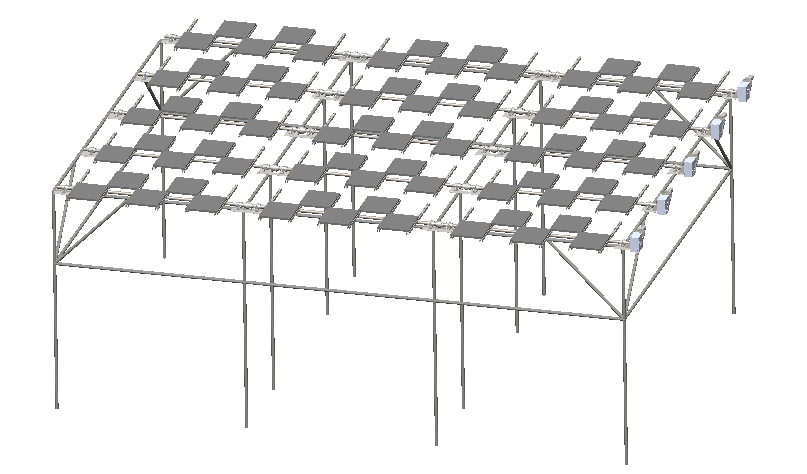
The concept of Agrivoltaics aims to make agricultural fields more efficient through a concept within the solar industry known as dual use. Generally, Agrivoltaics projects install solar photovoltaic cells above crops to collect excess sunlight throughout the day. While this may seem counterintuitive, projects across the world have seen various levels of success since not all crops can handle the same amount of sunlight uptake. These solar arrays help to shade more delicate crops and generate power with the excess sunlight.
Most Agrivoltaics projects focus more on the power generation, however, this capstone project aims to turn this on its head by developing a research platform that can either focus on crop health or power generation. This is accomplished with a morular design that can accommodate a panel up to 2216-mm x 1045-mm or as small as 581-mm x 508-mm. The array will be initially deployed with smaller panels to allow for more focus on the health of the underlying crops during initial research.
Project Sponsor: Dr. Lee Altier
Group Members:
Hunter Boulais - Mechanical
Guillermo Galvan - Mechanical
Jordan Pech-Martinez - Mechanical
Samuel Smith - Mechanical
GigaMat
The project involves conceptualizing and developing an automated system for reading and measuring Semi-Conductor OCR. The machine will be designed to handle a cassette of Semi-Conductor Wafers. Upon loading the cassette, the system will initiate a verification process using sensors to ensure proper slotting of all wafers.
Upon successful verification, the system will proceed with aligning the wafers to enable the OCR reader to accurately capture the information. The measuring process involves placing each wafer on a pedestal equipped with a weight scale for a 4-second stabilization period. Meanwhile, the OCR reading will take place. This measuring cycle will be repeated 25 times, corresponding to each wafer in the cassette.
To facilitate data management, all OCR readings and weight measurements will be compiled and formatted into an Excel sheet. This organized format aims to enhance the user's ability to interpret and analyze the data easily.
Project Sponsor: GigaMat Technologies
Group Members:
Hunter Ake - Mechatronic
Alonzo Bermudez - Mechanical
Dean Davis - Mechanical
Conduction Heated Asphalt Drum Mixer (CHADM)
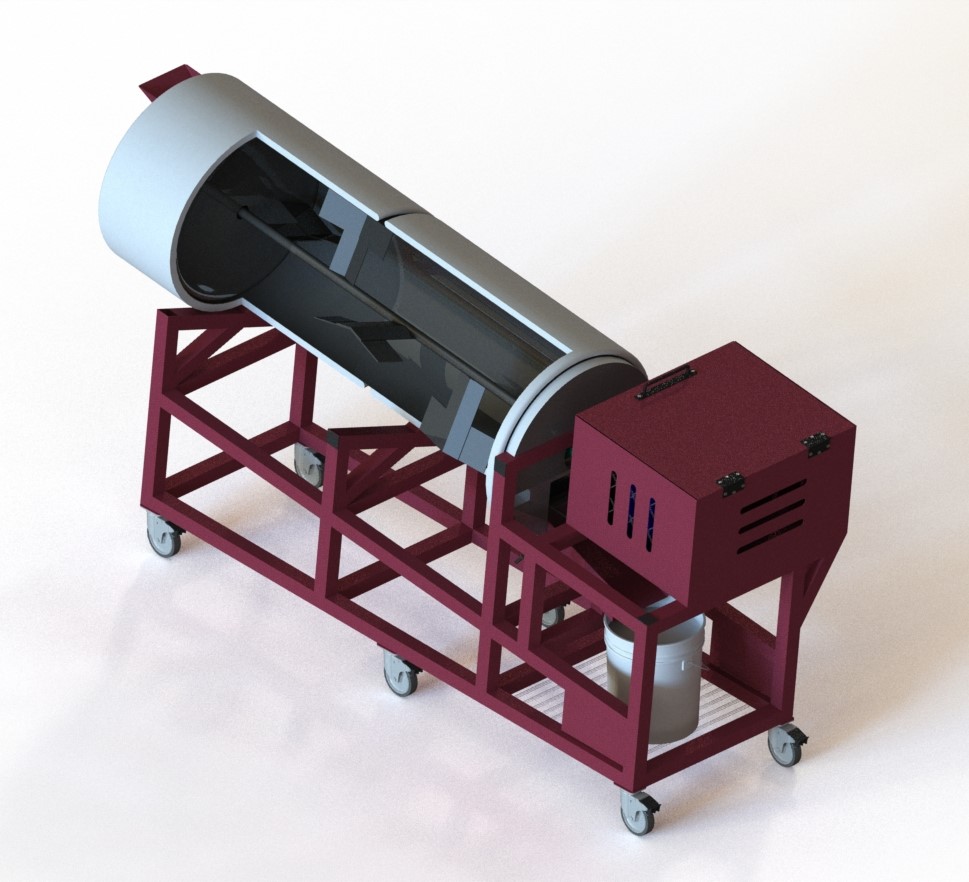
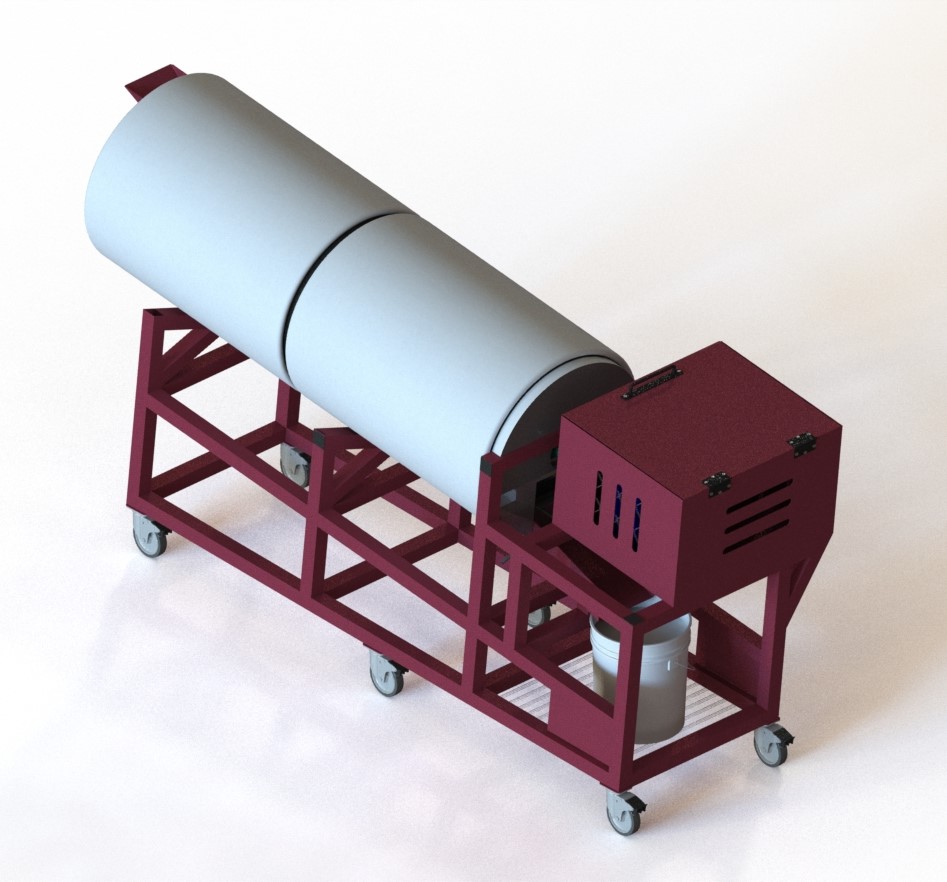
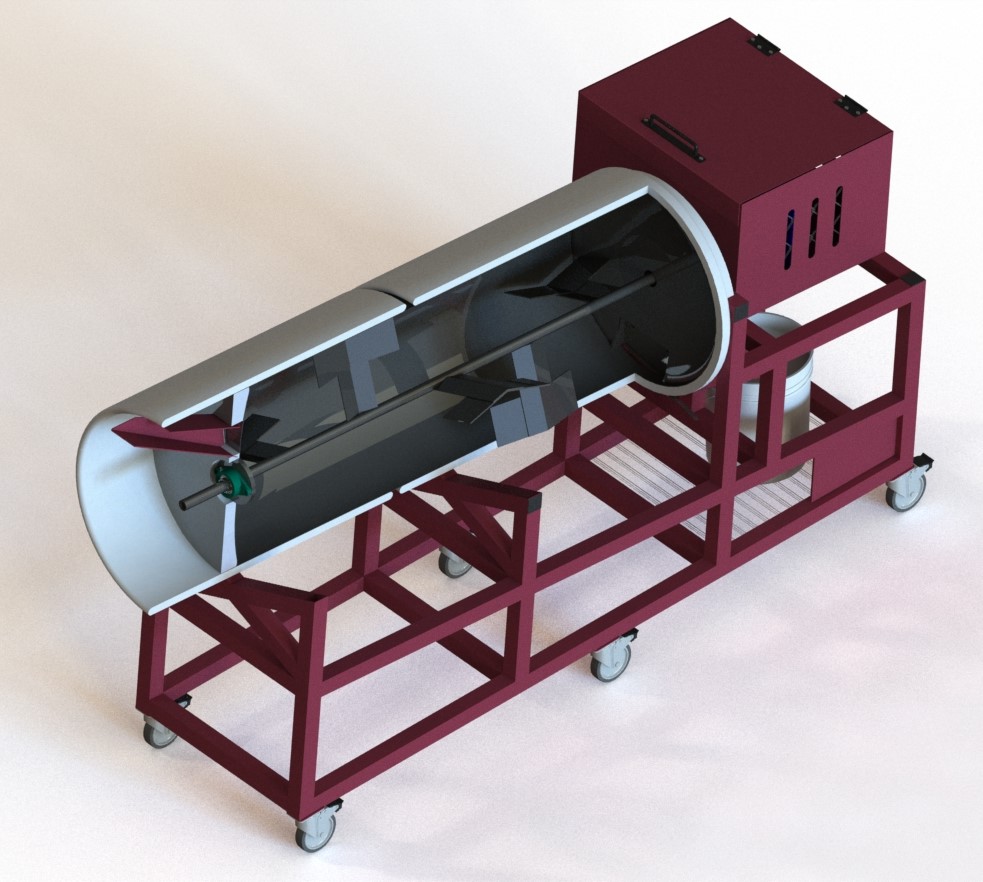
The aim of this project is to build a drum asphalt mixer that can heat and mix materials effectively, producing large quantities of pothole patching materials.The pothole patching material is a mix designed and tested by Dr. Kun Zhang, a professor of the Department of Civil Engineering at Chico State that uses recycled materials to create a cheaper alternative to modern mixes. This system is designed to be straightforwardand reliable, addressing the practical need to increase the production of materials.
Project Sponsor: Dr. Kun Zhang
Group Members:
Jose Varela
Logan Kennedy
Rhys De Rose
Yong Lo
Semi-Automated Palletizer Lift Assist


The main goal of this project is to prevent further worker’s compensation claims from being filed. The injuries causing these claims cause the company to lose valuable employees while costing the company tens of thousands of dollars. California Olive Ranch needs a human operated machine to reduce employee injury caused by repetitive motion injuries due to lifting and twisting exertion. The goal of this project is to deliver a human operated machine that reduces employee injury while assisting in the transportation of boxes.
The concept that was developed to solve the issues listed above is the semi-automated palletizer. It utilized a preconstructed pallet load leveler that was supplied by California olive ranch as well as a 6061-aluminum extrusion frame. The main assembly that offers a 100% lifting and twisting reduction is a vacuum system that is supplied by Lifts All.
Project Sponsor: California Olive Ranch
Group Members:
Dustin Ireland
Gavin Cockrell
Nico Maldonado
Pedro Caldera
High Altitude Eclipse Observation
The High Altitude Eclipse Observation Camera Gimbal is a specialized system designed for NASA's WB-57 research aircraft, tailored for the Solar Winds Sherpas Research Group. Facilitating in-depth study of the sun's corona during total solar eclipses, the gimbal features two rotational axes and an integrated cockpit control station.
Constructed with precision engineering and user-friendly design principles, the gimbal utilizes off-the-shelf mechanical and computer hardware for efficient manufacturing and assembly. Equipped with stepper motors, it ensures precise control during operation, even in extreme environments such as cold temperatures and low pressure. Notably, the system can handle loads well beyond the g-forces experienced by the aircraft, thanks to its direct airframe mounting, enhancing stability during high-altitude missions.
Project Sponsor: Solar Winds Sherpas Research Group
Group Members:
Luke Centis - Mechanical
Ryan Martin - Mechanical
Koby Schmitz - Mechatronics
Nick Schumann - Mechanical
SLAC National Accelerator Laboratory, LCLS

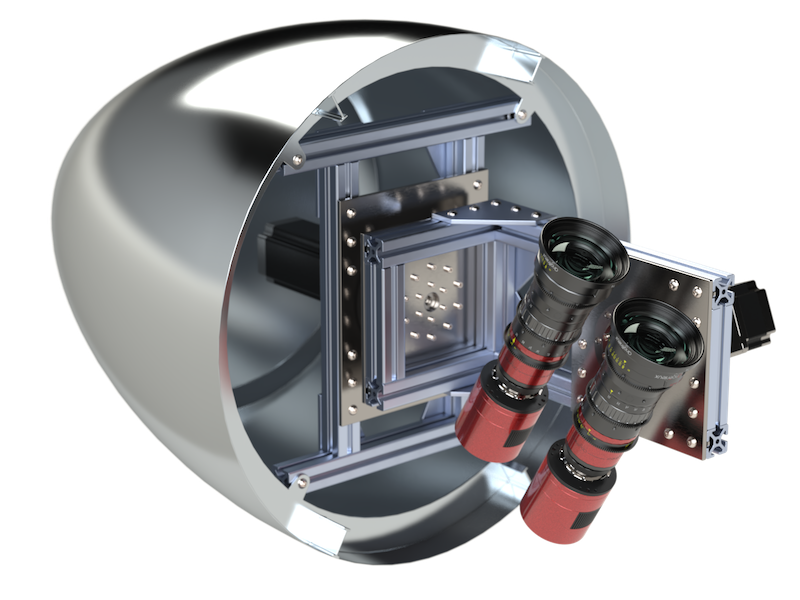
The Stanford Linear Accelerator Center (SLAC) LCLS laboratory is a premier research facility that employs one of the world's most powerful lasers to conduct a variety of experiments. The X-ray Pump Probe (XPP) within this laboratory uses this laser to excite the molecules of a material, enabling the study of their dynamic behavior. However, interruptions in the beam time use of the XPP are costly and time-consuming. If alignment issues arise, it can take up to 20 minutes for radiation to clear from the XPP hutch, and a request for further beam time use can take several months. To mitigate this issue, a Capstone team is tasked with developing test procedures using machine vision techniques and digital measurement instrumentation. These procedures aim to assess the repeatability of the UR5e robot arm and the camera viewpoint, both of which are crucial for meeting project requirements.
The UR5e Robot arm, which is used in multi-perspective spatial alignment, is a high-repeatability device. This makes it an ideal candidate for assisting in visually aligning the XPP beamline to the material being studied. However, it is essential to test the limitations of this repeatability to ensure that the arm is consistently performing within the required 200-micron tolerances for experimentation.
To evaluate camera viewpoint repeatability, the OpenCV library is employed. This open-source computer vision library is utilized for image processing and analysis. To determine the UR5e physical limitations, test procedures were established using a Mitutoyo 543-791B digital dial indicator (DDI), which has a 0.001mm resolution (1-micron) with an accuracy of +/- 0.003mm. This instrument is used to measure the UR5e robot arm repeatability. The results from the machine vision data are then compared with the physical measurements obtained using the DDI. This comparison helps to test and verify camera viewpoint repeatability. The results inform the performance of the written software code and may lead to further optimization if necessary. The ultimate goal is to ensure that both the UR5e robot arm and the camera are performing consistently and within the required tolerances.
In summary, the Capstone team's objective is to reduce interruptions in beam time use of the X-ray Pump Probe by enhancing the camera-viewpoint repeatability of the purpose of assisting in the multi-perspective spatial alignment system.
Project Sponsor: SLAC National Accelerator Laboratory, LCLS
Group Members:
William Kettle - Mechatronics
Daniel Miramon - Mechatronics
David Josh Valkenaar - Mechanical
Elisa Ibara-Garcia - Mechanical
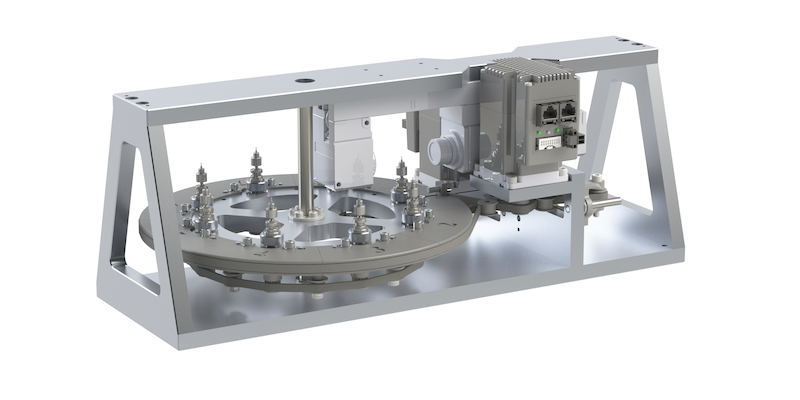
Nimble Electronic Trap (NET)
This capstone project is sponsored by Sam Stone, a test engineer from the Environmental and Mechanical Test Group (EMTG) at Lawrence Livermore National Laboratory (LLNL). The EMTG is responsible for performing weapon qualification tests, and for this purpose, one of the tools they use is a drop tower. Currently when LLNL performs a drop test using this tower, the test article and carriage that it is attached to rebound off the base plate. This is not desirable when the goal of the qualification test is to model single-impact scenarios. The primary goal of this project was to reduce the secondary shock experienced by the test article when desired by the test engineer, which would help replicate real-world scenarios more closely, and improve the fidelity of the test results. The team considered various concepts but ultimately selected the Nimble Electronic Trap (NET) as the most promising concept for the final design stage. This design was chosen since it combines the relative simplicity of a mechanical design with the speed of electrical components.
The NET features two identical assemblies on two parallel sides of the carriage. There are four solenoids in each of these assemblies. These solenoids actuate four long aluminum pins that engage with an oversized female rail mounted to the carriage. Four pins were used to increase the catch resolution, allowing for successful engagements at smaller rebounds. These solenoids are housed in a mounting plate subassembly attached to four linear guides that ride on rails attached to two separate support members. This mounting plate subassembly is secured to the top of two shocks, which, in turn, are attached to the same support members through a bottom mount. When the pins engage with the catch rail through the actuation of the solenoids, the linear guides and NET assemblies move as a single unit and compress the shock absorbers to mitigate shock. To calculate the rebound velocity and trigger the solenoids at the apex of the rebound, aphotogate sensor works in conjunction with an Arduino Opta PLC.
Project Sponsor: Sam Stone, Test Engineer, of the Environmental and Mechanical Test Group (EMTG) at Lawrence Livermore National Laboratory (LLNL)
Group Members:
Spencer Cooper - Mechanical
Randy Davis - Mechatronic
Quin Howell - Mechanical
Charlee Sheraden - Mechanical
Worker Lift Assist
SafePath, an innovative company that specializes in recycled flooring transitional products was established with the vision of promoting sustainability and improving accessibility. As the first company to patent and produce such products, SafePath has made a significant impact on the industry by utilizing post-consumer recycled tire alternatives to concrete. Their products are made from 100% recycled waste rubber or high-quality recycled composite materials, adhering to their commitment to environmental responsibility. The company's product range includes wheelchair ramps, flooring transitions, and other industrial and residential products that comply with the Americans with Disabilities (ADA) guidelines. Despite its successes, SafePath has encountered challenges in its manufacturing process, particularly in the extraction of rubber mats from various types of molds. The extraction process for thick and heavy parts is labor-intensive and repetitive, and poses a risk of worker injuries and strain due to manual handling.
Considering these challenges, there is a pressing need for a more efficient, safe, and environmentally friendly solution that preserves the quality of the parts and molds while minimizing labor-intensive tasks and potential injuries. The objective of this project is to develop an engineering solution to address SafePath's rubber part extraction challenges. Our team has conducted a thorough analysis of the problem, considering various factors such as the rated load, surface profile, mold/part surface protection, extraction speed, and distance traveled during extraction.
Based on these considerations, we have developed a design solution that not only meets the essential requirements but also aligns with SafePath's values of sustainability and accessibility. We have selected a vacuum system mounted to a jib crane as the optimal solution for extracting rubber mats from the mold. After considering the various options, the final design concept that was selected was a vacuum system mounted to a jib crane. This system utilizes suction pads to attach to the mats and a jib crane to transport them to the desired location.
Project Sponsor: Safepath Products
Group Members:
Alex Leeds - Mechanical
Lucas Huber - Mechanical
Lucas West - Mechanical
Vinessa Valenzuela - Mechanical
Semi-Automated Lancet Measurement Device
The ultimate end use for our project is batch verification of the needles used in Intuity Medical’s blood glucose monitoring product. Using the device we have designed, the needles will be loaded into the machine manually, then cleaned using air, and measured using a laser powered optical micrometer.
The precision for the needles is immensely important, as a needle which does not meet the required specifications has the potential to become dislodged from the injection-molded-plastic-hub it is pressedinto and break off into the user’s skin. There are quality control stations in line with the manufacturing process to ensure this error never reaches the user, but the issue still needs addressing as the quality control station responsible for verifying the needle’s press fit into the injection-molded-plastic-hub has an abnormally high fail rate compared to other quality control stations. Before this project was completed, the batch verification process was done manually, which is slow, tedious work. Not to mention that human error can skew results for the batch verification process. The completed project is not subject to as much user error as the measurements are all taken automatically by the machine, all while measuring each needle in a fraction of the time it would take a human to measure manually. Not only does this machine allow Intuity Medical to verify batches of needles quicker than before, but it will also aid them in the research and development process to quickly test or verify new manufacturing processes to lower the fail rate of the aforementioned quality control station.
Project Sponsor: Intuity Medical Inc.
Group Members:
Josh Davis - Mechanical
Shane Deal - Mechatronics
Ariel Miguel - Advanced Manufacturing
Coy Sevier - Mechanical
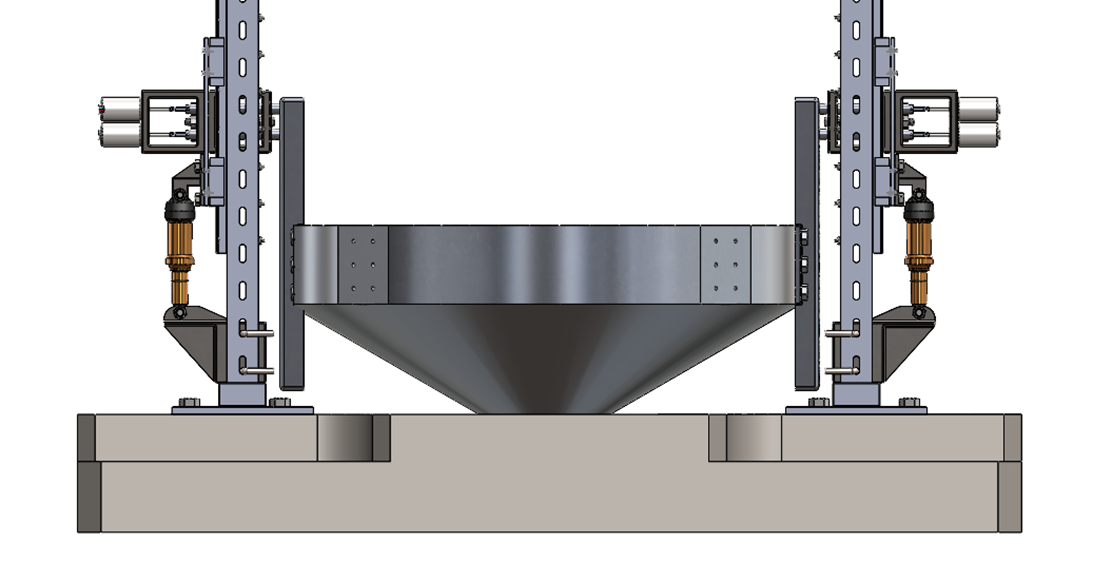
Automated Battery Shrink Wrap Machine

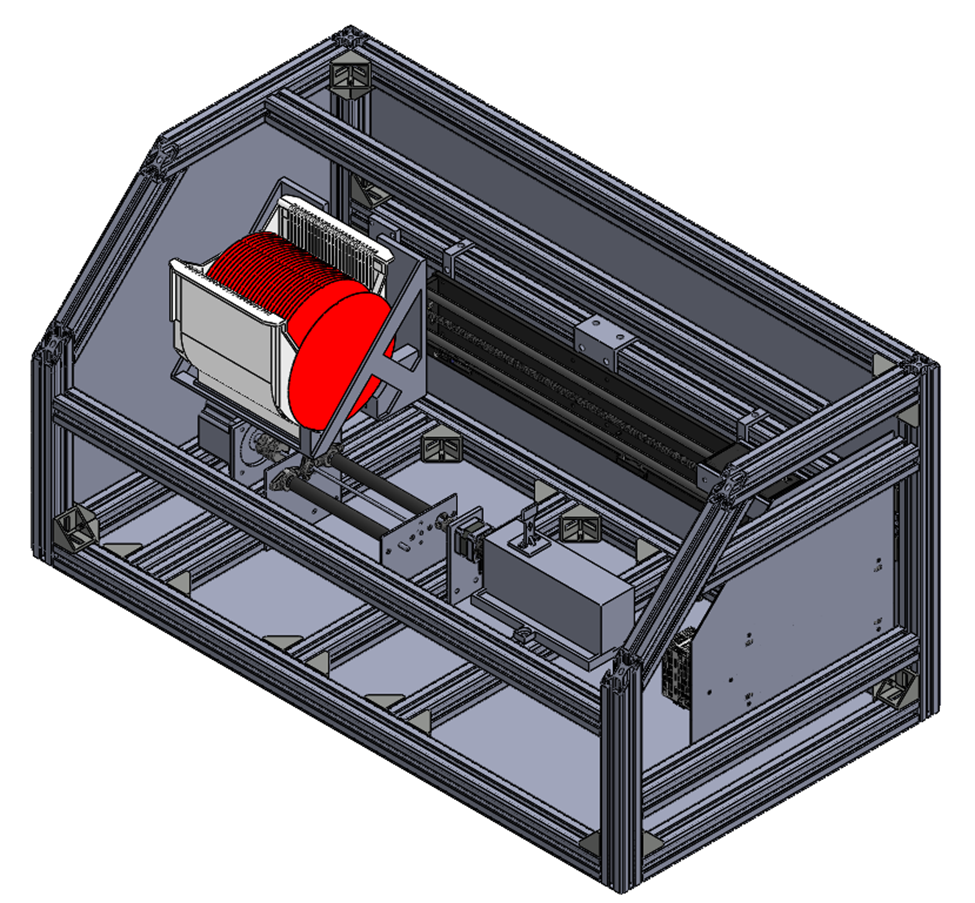
Nanotech Energy is an advanced materials and battery manufacturing company who is currently preparing to launch their pilot production plant here in Chico. Nanotech anticipates producing graphene based, non-flammable 18650 size battery cells on a scale of tens of thousands of batteries per day at the Chico plant. This is in preparation for the opening of their large-scale manufacturing plant in the Reno, Nevada area where hundreds of thousands of battery cells will be produced each day. In order to meet these high production rates, Nanotech Energy has asked for us to develop and build a prototype for a machine to apply a shrink wrap sleeve to the battery cells.
Our machine has various different subsystems that feed, cut, place, and heat the sleeving material. A motorized spool mount feeds material to the dancer roller assembly so that the material is kept in slight tension. The material is then fed via motor driven rollers over the mandrel, which opens the sleeve. The opened sleeve is fed down the mandrel past the rotational cutter assembly, which cuts the sleeve to length. The sleeve is then pushed down over the 18650 battery cell below, which is pneumatically aligned below the mandrel. The rotary stage then rotates the cells to the pneumatic tamper and heater assemblies so that the sleeve is properly placed and affixed to the battery cell.
Project Sponsor: Nanotech Energy
Group Members:
Adam Cowan - Mechanical
Spencer Reich - Mechanical
Kaleb Savage - Mechanical
Roger Thompson - Mechatronic